汽轮机轴瓦补焊修复工艺
2018年01月31日
汽轮机轴瓦补焊修复工艺
修复方法的选择
轴瓦的修复有两种方法,即整体浇铸和局部补焊。整体浇注的质量容易保证,但工艺复杂、技术要求高,需有浇注的专用设备、费用较高、工期相对较长。局部补焊的工艺简单、费用低、工期短、工作量小、在现场可以直接实施,但补焊时温度较难掌握,易产生二次脱胎和其它质量问题。从经济原则考虑,乌金轴瓦现场修复采用氧乙炔火焰进行局部补焊的方法。
1.1补焊工艺
清理瓦胎
1)判断脱胎部位,然后用尖铲、錾子把脱胎部分彻底剔除;2)用钢丝刷将轴瓦的凹面清理干净,露出金属光泽;3)用热碱水(10%氢氧化钠或氢氧化钾)清洗数次,再用清水清洗;4)用氧乙炔火焰(氧化焰)把瓦面烧一遍,以清除残留在细孔内的石墨和油垢,并用白布轻擦表面。
挂锡
挂锡的目的是要增加轴承合金对瓦胎的附着力,使其紧密地结合在一起。通常采用工艺性能好的锡铅合金焊锡作为挂锡材料。
1)把锡加工成直径4~6mm的条状;2)在瓦胎表面涂上一层盐酸,数分钟后用清水冲洗并用白布擦干净;3)用氧乙炔火焰(中性焰或轻微碳化焰)将瓦胎均匀加热到250~270℃ ,加热时,瓦胎要保持清洁;4)在加热中用锡条在瓦胎面上轻轻摩擦,锡条能熔化表示已达到挂锡所需要的温度;5)加热后,在瓦胎面上均匀地涂上一层氯化锌溶液(ZnC1),随即用细铜丝刷用力来回刷瓦面,一边刷一边加锡条,直到全部瓦面挂均匀为止;6)挂好锡的瓦胎表面应是发亮的暗银色,如果出现淡黄色或黑色的斑点,则说明挂锡质量不合格,必须返工,重新再挂;7)挂锡后,应及时补焊乌金,不可放置时间过长以免氧化。
2补焊轴承合金准备
1)轴承合金的选择:轴承合金是一种摩擦系数和摩擦消耗功率都比较低的灰白色合金,铅基合金可塑性较差,所以一般采用可塑性较强的锡基合金作为堆焊材料;2)补焊前先用一角铁作为模具,把乌金熔化成 5~6mm的条状,以适合补焊时手持操作。不允许将用过的轴承合金重新再用;3)为了防止堆焊时瓦体过热,导致整个乌金脱胎,补焊时,要控制好温度和选择好轴瓦的放置方向。
3轴承合金的补焊
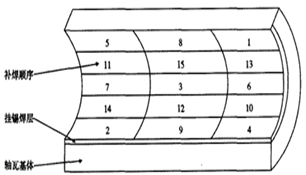
{C}1) {C}轴承合金的补焊质量很大程度上取决于轴承合金补焊时的温度,温度过高会增加氧化,使晶粒粗大,合金内不同比重的各种金属容易分离,造成组织不均匀;温度过低则结合性能不良。2)堆焊时,先加热挂锡后的瓦面,并用乌金条摩擦,乌金熔化并能与锡熔在一起即可填加乌金,同时向前移动。第一遍不宜太厚,以后用同样方法堆焊,直到厚度符合要求为止。补焊温度以能熔化轴承合金为准(乌金的熔点为240°C左右),焊接速度要快,一定要控制温度,切忌过热。施焊中,既要保证堆焊区新旧合金熔合,又要保证非堆焊区温度不超过100%,防止发生脱胎和其他问题。特别是比较小的轴瓦一定要控制好温度,防止变形过大而无法使用。3)为了防止瓦体变形,应采用
多层多道补焊。补焊顺序见图示。4)补焊轴瓦合金每一层每一道都要清理,用白布轻擦干净。5)堆焊时一定要使弧坑填满、缓慢收弧,以免产生气孔及裂纹。6)补焊轴承合金要留够加工余量,最后一层焊道要比轴瓦原始表面略高,并注意在焊道与原始表面交界处避免咬边和未熔合等缺陷。
4焊后处理
采用刮削方法恢复其原始尺寸,使修复后的轴瓦达到设计要求。