轴承合金的浇铸
2017年11月10日浇铸轴承合金通常是将成品轴承合金熔化后浇铸轴瓦坯,由于轴瓦材料不同,其黏合力也不同,其黏合强度是由青铜、低碳钢、铸钢、铸铁依次降低的。对黏合力较差的材料,例如铸铁,可在轴瓦上加工出鸠尾槽或钻些不通孔,以增加结合强度。轴承合金可采用以下方法进行浇铸。

图1 电机滑动轴承
①清理轴瓦
a.一般零件加工后,应短时问内进行浇铸,这样瓦表面不存在锈蚀,但瓦表面必须擦干净。
b.特殊零件加工后短时间内不能进行浇铸的,存放期间出现锈蚀,可进行酸洗处理,或采用砂布等将锈清除干净。
②熔化轴承合金 轴承合金的熔化温度应在480~540℃左右,锡基轴承合金浇铸温度为470~5lO℃,铅基轴承合金浇铸温度为420~460℃。轴承合金在锡锅内熔化后要保持特别洁净,可用氯化铵来脱氧和清渣。
③镀锡方法 镀锡前要在镀锡表面上涂一层助熔剂,使锡与轴瓦更好地黏合。常用助熔剂配方为:40%氯化锌,5%氯化铵加水而成。一般镀锡方法有两种。
a.涂擦法。对于大型轴瓦,先预热至260~300℃,可用喷灯、电热炉、焦炭炉等加热;然后在表面上涂一层助熔剂,用锡条往轴瓦表面涂擦,再用麻刷、钢丝刷或木片等将锡涂布均匀。
b.浸锡法。对于小型轴瓦,可先热至l00~150℃后浸入助熔剂里,然后取出烘干再浸入一次。取出后预热至200℃,就可浸入锡锅内镀锡,在轴瓦均匀镀上锡后取出。采用这种方法,在镀锡前,非镀锡表面应涂上一层保护膜(常用为40%垩粉,40%水玻璃.20%水调匀,涂后应立即烘干)。
④轴承合金的浇铸 镀锌后的轴瓦应立即浇铸轴承合金,方法有手工和离心浇铸两种。手工浇铸用于轴瓦直径较大、单件小批和复杂形状的场合。其具体方法如下。
先将胎具预热到250~350℃,然后将经预热并镀好锡的轴瓦组对到胎具上,见图4-1-2。为防合金熔液浇铸时从胎具的缝隙漏出和方便地将轴瓦打开,轴瓦的瓦口处应垫1mm厚铜板或2mm厚铝板(长与轴瓦平齐,宽应高出轴瓦8~12mm),铜板两侧各加0.5mm厚石棉胶板垫密封,轴瓦下部与胎具、上部与压圈间同时垫lmm石棉胶板垫密封。必须注意,所有石棉胶板垫不能露出轴瓦内。胎具、轴瓦、压圈应用压板压紧。
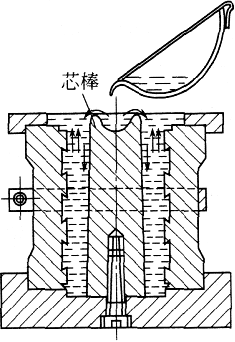
图4-1-2 浇铸轴承合金方法
当准备完毕后,应立即将已熔化的合金熔液(符合浇铸温度)倒入已预热3000C左右的铁勺内进行浇铸,应使合金熔液沿着芯棰外圆均匀流下,再平稳地升起,这样可使空气完全排出,其他杂质因密度不同而浮在上面。这种方法既简便又易保证质量。
离心浇铸需在离心浇铸机上进行,配有水冷却系统从轴瓦外部冷却,方法较为复杂,一般用在专业厂家批量生产场合。
⑤浇铸后的质量检查
a.浇铸后可用手锤轻敲瓦背,有明显杂音,说明有离坯或缩孔缺陷,应作废重浇。
b.准确的判断应在轴瓦浇铸后粗加工完毕进行。采用声音鉴别法,用手锤轻敲瓦面,声音清脆没有杂音为好,否则说明有离坯或缩孔,轻者允许修补,重者应重新浇铸,按检查实际情况确定。
