环宇轴瓦生产过程
2015年03月21日
 |
 |
| 轴瓦生产过程 | 轴瓦生产过程 |
 |
 |
| 轴瓦生产过程 | 轴瓦生产过程 |
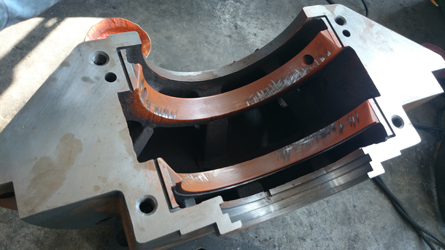
轴瓦的结构及特点
轴被轴承支承的部分称为轴颈,与轴颈相配的零件称为轴瓦。轴瓦是滑动轴承和轴接触的部分,非常光滑,一般用青铜、减摩合金等耐磨材料制成,也叫“轴衬”,形状为瓦状的半圆柱面。滑动轴承工作时,轴瓦与转轴之间要求有一层很薄的油膜起润滑作用。如果由于润滑不良,轴瓦与转轴之间就存在直接的摩擦,摩擦会产生很高的温度,虽然轴瓦是由于特殊的耐高温合金材料制成,但发生直接摩擦产生的高温仍然足于将轴瓦烧坏。轴瓦还可能由于负荷过大、温度过高、润滑油存在杂质或黏度异常等因素造成烧瓦。烧瓦后滑动轴承就损坏了。导轴承在水轮机中的作用是限制转轴运行的摆度范围,维持安装时调整好的轴线位置,并承受由水轮机主轴传来的径向力和振动力。在装配关系上,从改善轴承受力条件出发,轴承位置应尽量接近转轮,使转轮对轴承位置的悬臂最短,这样可使水轮机工作更稳定且轴承本身工作条件更好。从设计图纸上看,对轴瓦内圆弧表面和上下两个断面的粗糙度要求较高,分别为0.8和3.2,外圆弧表面粗糙度要求比内圆弧表面有所降低,为6.3。在内圆弧表面要求精度高原因是与轴瓦直接紧密配合的轴承合金——ZChSnSbN-6要与轴直接接触,当轴旋转时,它与轴之间有相对运动、有摩擦,因此为了减小摩擦,只通过它们之间的油膜的存在来减小摩擦是不够的,还必需减小它们之间的摩擦系数,这就是对它的粗糙度要求高的原因。为了达到表面粗糙度0.8,需要对搪锡后的轴瓦进行精磨,而上下两个端面只要通过粗车—半精车后就能达到3.2的精度要求。
