可倾瓦轴承的应用与检修(一)
2017年09月25日
1 可倾瓦轴承结构特点
可倾瓦轴承是由3~5块或更多的弧形瓦块组成。如图1(单销可倾瓦轴承)、图2(双销可倾瓦轴承)。每个瓦块在工作时,可随转子的载荷的变化而自由摆动,在轴颈周围形成多油契。每块瓦背弧与轴承座内径为线接触,可以自行调整。若忽略瓦块的惯性、支点的摩擦阻力及油膜剪切摩擦 阻力等因素的影响。每个瓦块作用到轴颈上的油膜力总是趋向轴颈中心,因而消除了导致轴颈涡动的力源, 所以可倾瓦有良好的减振性。可倾瓦不仅具有较大的承载能力,其功耗低,能够承受各个方向的径向载荷。此外,可倾瓦轴承还具有结构简单、检修方便、瓦块互换性强的优点,为现代大功率、高转速机械所采用。
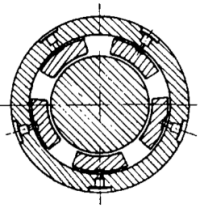
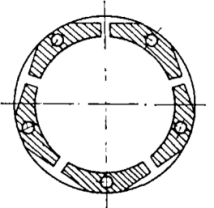
图1 单销可倾瓦轴承 图2 双销可倾瓦轴承
2 可倾瓦设计制造的技术关键
可倾瓦的设计一般均采用双曲线结构如图3所示。瓦块的内与外圆应处在两个不同中心点上,这样才能使瓦块安装在瓦壳内,保持支点的线接触,从而才能保证:瓦块在工作状态自由地摆动,达到良好的减振效果。
(1)瓦块在设计和制造时,应具有较高的精度和表面光洁度,因可倾瓦在加工完 毕后,不允许做二次加工,特别是瓦块内径表面决不允许任何大的修刮和锉削,以保持瓦面与轴颈能够形成一良好的均匀接触面,达到理想的使用效果。
(2)为防止在工作状态下瓦块顺轴向转动,一般应设计防转定位销,可根据结构不同而使用不同的定位方式,定位销与销应留有合理的间隙,最佳值应为孔径:D=d×1.2~1.4,式中D为柱销孔,d为柱销。保证瓦块在瓦壳内能够自由摆动。
(3)在设计轴承选材时应采用耐磨性、耐蚀性,耐热性和韧性较好的锡基轴承合金。为了进一步提高锡锑合金的强度和使用寿命,通常采用双金属式三层金属结构,如图4所示。
在重要的设备上最好采用三层结构的轴瓦。首先在钢质瓦块上掺上0.5~1mm的青铜,然后掺锡衬,最后再浇铸巴氏合金,此方法虽然较复杂,但有其特殊作用:可增强巴氏合金与钢质基体的附着力,提高轴承的质量,延长使用寿命;轴承在事故状态下,一旦锡基合金烧损脱离青铜表面仍可起到轴承作用,因为铜也具有良好的耐磨性,可以保护主轴,这一经济性是显而易见的。
为了提高轴承的质量,一般采用离心式浇铸法,防止巴氏合金与基体结合不牢或存有汽孔等缺陷。在浇铸时,巴氏合金熔化温度十分重要,一般保持在 380℃~400℃之间,温度过低金属流动性差,在浇铸时产生废品。温度过高,巴氏合金内的各种元素会分离,特别是铜元素比较轻而浮在表面,形成较硬的表面失去了巴氏合金应具备的优良特性。
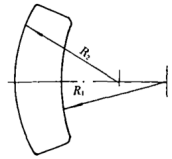
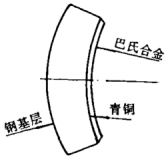
图3 双曲线结构 图4 双金属式三层结构
3 可倾瓦的检修与测量
在检修更换时应注意的问题:
(1) 检修时应注意检查每个瓦块的磨损情况,旧瓦块均要用千分尺测得瓦块 中心部位的厚度,如各块厚度不均,说明有所磨损,超过0.05mm可认为没有继续使用价值,因瓦间隙也超过极限。
(2) 在更换新瓦时以组件为好,不可以换其中某一块,因为每组瓦是在一定条件下加工完成的。如果更换某一块可能因其小的偏差而导致整组瓦的性能降低。
(3) 在新瓦更换时应事先检查,每个瓦块的标记,然后将瓦块用清洗剂洗净后,用千分尺测量,每块瓦中心部位是否等厚,不得超过0.02m m,每组瓦块的厚度应保持一致,细心测量,并作好记录。如果测量结果与技术要求不符,可
作细小的整修,在整修时不得任意刮削巴氏合金表面,应将瓦块平稳放到微细沙纸上打磨瓦背,直到达到要求。如图5所示。
(4) 在检修时除检查瓦块以外,还要仔细检查瓦壳与瓦块接触部位有无磨损、腐蚀等缺陷,如有较大问题也影响轴瓦间隙,并直接影响可倾瓦减振效果。

图5 瓦背打磨位置 图6 瓦座孔测量位置
