可倾瓦轴承的应用与检修(二)
2017年10月09日
可倾瓦因其结构原因,用其常规的测量方法,很难得到准确的数据,下面介绍几种有效的测量方法:
(1) 测量法
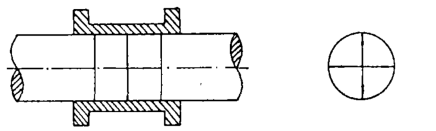
此方法是用千分尺分别测量轴颈、可倾瓦块及轴承体内孔,通过计算得出轴瓦间隙。具体方法是:把可倾瓦从瓦壳内取出,冼净并除去锈痕及毛刺,将上下瓦壳把紧,用内径千分尺按上下、左右分别测也三个不同方向孔径数值,并作好记录, 如图1所示(箭头为测量点);用外径千分尺测量几个瓦块的厚度,测量时要用一个标准圆柱体一起测量,因内瓦面有弧度,测量时尽最大可能减小误差,如图7所示,瓦块厚度:测量数值一圆柱体直径;c用外径千分尺测量轴颈的三个部位,(6个测量点)得出平均值,如图8。

图1 瓦块厚度测量
根据测得各个部位尺寸计算出轴承间隙:间隙S = D瓦壳内孔径-2h瓦块厚度-d轴颈。此种方法测得的间隙值准确,但测量时比较麻烦,对于经验不足的工人来讲易出现偏差。
(2) 压铅法
压铅法是滑动轴承测量间隙最通用的方法,但是由于可倾瓦常采用五块结构,大都下瓦三块,上瓦两块,因此直接测量的数值不能反映真实间隙,下面介绍一种新的压铅计算方法,具体方法是:拆下轴瓦洗净擦干,将接近轴承两倍间隙的等长铅丝放到轴颈处如图2,然后把紧上瓦壳,将铅丝压好后取出,用千分尺在压扁的铅丝上测得取大厚度值,测出铅丝的平均值,将此平均值进行换算,得出准确间隙S=K换算系数×s(K=1.1)。
瓦接触部位 一部位测两点 90°交叉
图2 轴颈测量
(3) 塞规测量法
塞规测量法是以可倾瓦标准间隙为依据,事先加工一件精度和光洁度都很高的检验塞规(见图3)。在标准塞规上加工成过端、标准止端等多个尺寸的直径档位。一般每个直径长度不小于轴瓦长度的80%,否则测量的精度很难保证。
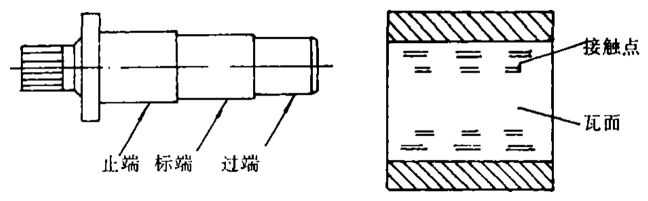
图3 塞规图 图4 瓦面接触不良
具体方法是:①将瓦块洗净擦干,组装在瓦壳内,检查瓦块是否灵活自如,然后在各瓦块上涂上红丹粉;②把紧上下瓦壳,用手把塞规端平,轻轻放入轴承孔内,根据塞规与孔的配合松紧程度,确定塞规的数值;③取出塞规,检查各 瓦块 的接触情况,如发现有局部接触现象要作细微的修磨。再进行二次测量 ,在检查中避免 出现图 4 所示现象。此种方法属直接测量,无需计算可直观的得出结果,适合一般的检修工人用。多台同类机械只加工一套塞规即可满足测量需 要。
(4) 抬轴法
抬轴法是将轴瓦按工作状态的要求安装后,把轴缓慢地抬起,观察轴颈上端百分表移动的数值来确认轴瓦间隙。具体方法:①在测量时,必须用抬轴器测量,如图5所示。绝对禁止使用电动吊车抬轴;②在抬轴器上装上两块百分表,一块测轴上位置的变化,另一块测瓦壳的变化,以防止抬轴器抬力过大损坏轴承。③由于百分表不能装在轴瓦中心位置,这样实际测量的间隙存在误差,可能偏大于实际间隙,所以安适当将表的数值减去误差值。

图5 抬轴操作示意图
抬轴法测量比较直观,操作简便,不需计算易于采用。但需配备相应的专用工具,所以应谨慎操作。
4 采用可倾瓦对操作的要求
(1)因为轴瓦是由分开的瓦块所组成,所以在运行中应增大润滑油量。一般比圆瓦和椭圆瓦的耗油量大2~3倍。此外还需要增大供油压力一般不小于2-2.5kg。
(2)可倾瓦的比压较大,因而不宜频繁启用以减少轴瓦的磨损。据相关资料,在启动和停机时可倾瓦易损坏。
(3)可倾瓦在设备启动时,要严格控制油温。一般在启动前,油温加热到40~45℃比较好,因为润滑油在这个温度下流动性好,过低则粘度大,对于形成油膜有很大影响,过高时轴瓦合金容易烧损。
