电机轴瓦刮研技术资料(一)轴瓦油隙测量
2018年07月21日1 适用范围
适用于卧式电机滑动轴承轴瓦与转子轴承档油隙、轴瓦与轴承座上盖间隙的测定。
2 工艺材料
铅丝、清洗剂、润滑油
3 设备与工具
行车起吊设备、吊索、刮具、塞尺、外径千分尺、磨光机、砂纸片、磨头等。
4 工艺准备
4.1 看清图纸、技术要求等有关工艺文件。
4.2 准备场地,与电机总装时同步进行。
4.3 轴承上下配合面如有凹凸不平、灰尘应仔细修平或清理干净。
5 工艺过程
5.1 轴瓦与转子轴承档油隙的测定。
5.1.1 在转轴表面放置铅丝,并在轴瓦上下配合面各放置铅丝,见图1。
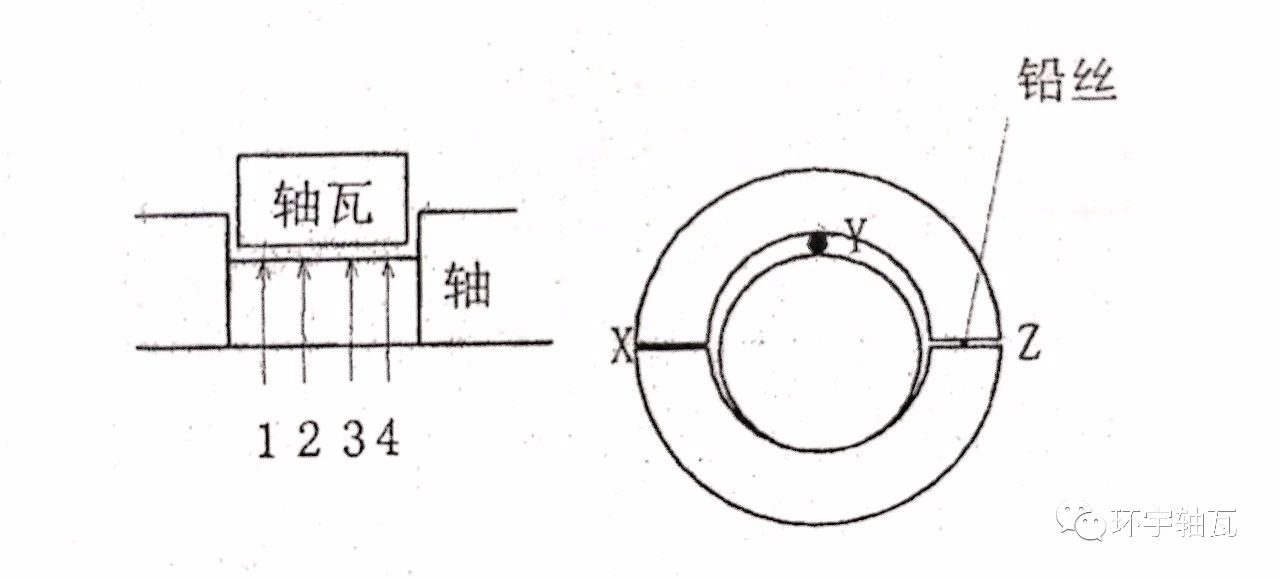
图 1
5.1.2 上轴瓦同转子轴承档接触轴向有效长度≥200mm测4点;<200mm测2点,铅丝涂上润滑油放置于轴径顶部位置。
5.1.3 铅丝放入后,上轴瓦尽可能正确地与下轴瓦吻合,以定位销定位。4个螺栓均匀缓慢向下轴瓦合拢。
5.1.4 拆除上轴瓦,用千分尺测量铅丝,然后记录。测量1-4位x,y,z间隙并记录见表1(上轴瓦同转轴接触有效长度<200mm测2点,位置1、4点或2、3点)

5.1.5 计算油隙如下所示

5.1.6 用塞尺测A、B处油隙见图2,位置要求同5.1.2和5.1.4。
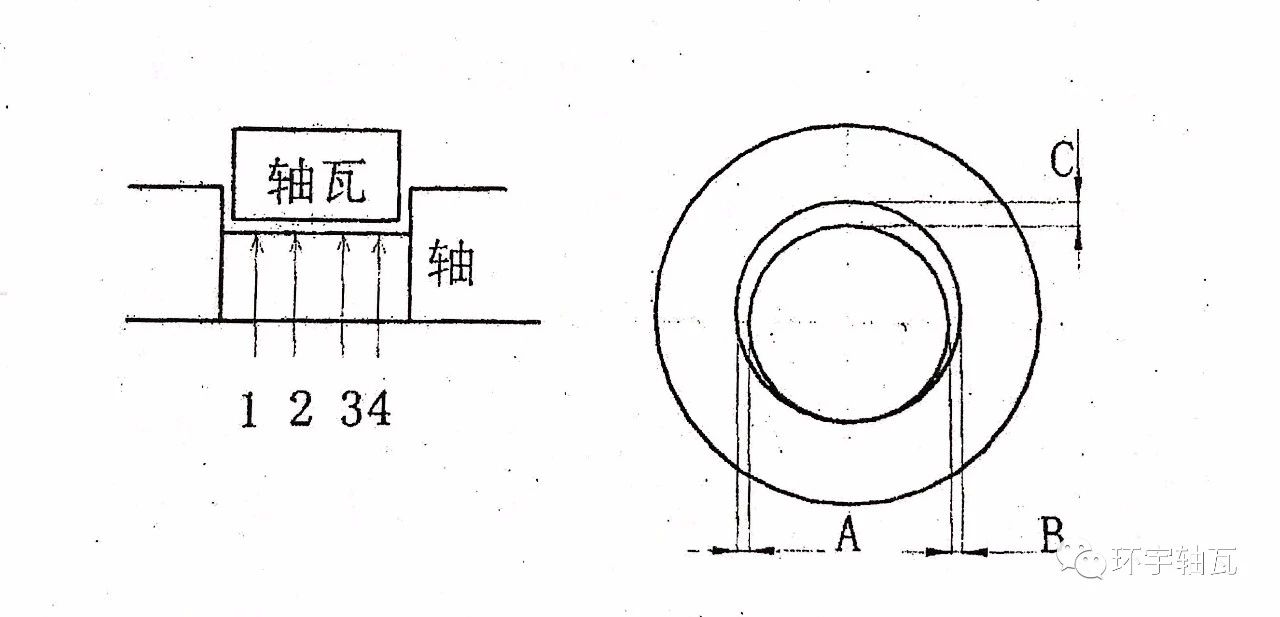
图 2
5.1.7 将测得、计算的数据制成表2。
5.2 轴瓦与轴承座上盖间隙的测定
5.2.1 铅丝涂上润滑油放置在上轴瓦顶部,见图3。轴承座配合面两侧在紧固螺栓内侧放铅丝。
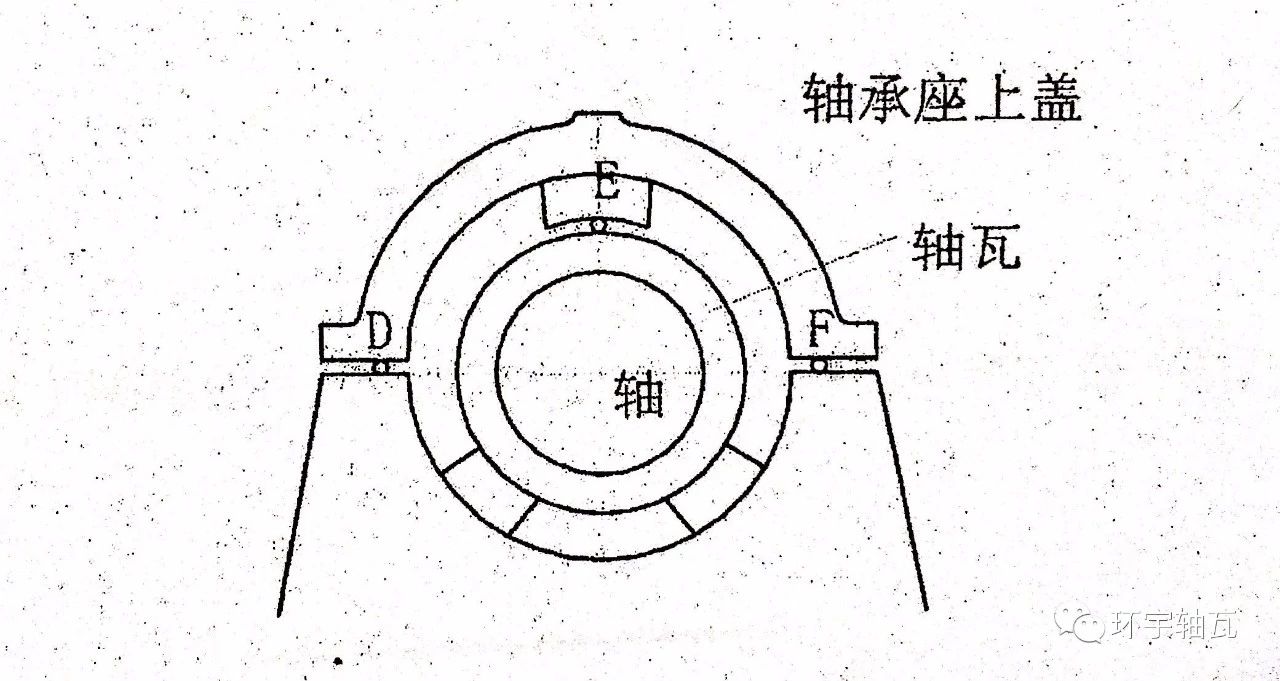
图 3
5.2.2 安装轴承上盖,尽量与轴承座轴向中心相吻合,用4个螺栓均匀压紧。
5.2.3 拆除轴承座上盖,用千分尺测量铅丝后按下列计算式计算间隙并记录。

6 检查与质量要求
6.1 所测油隙应符合图样技术说明和有关文件要求。
6.2 数据记录及计算应正确,并备案。
6.3 检查轴承清洁度。
7. 技术和安全注意事项
7.1 铅丝直径选择:轴径小于φ150mm用0.5mm粗铅丝;轴径大于φ150mm可用1mm粗铅丝。
7.2 轴瓦、轴承座上盖下压时4个螺栓要交替、均匀旋紧,旋转圈数要一致,否则测出数值误差增大。
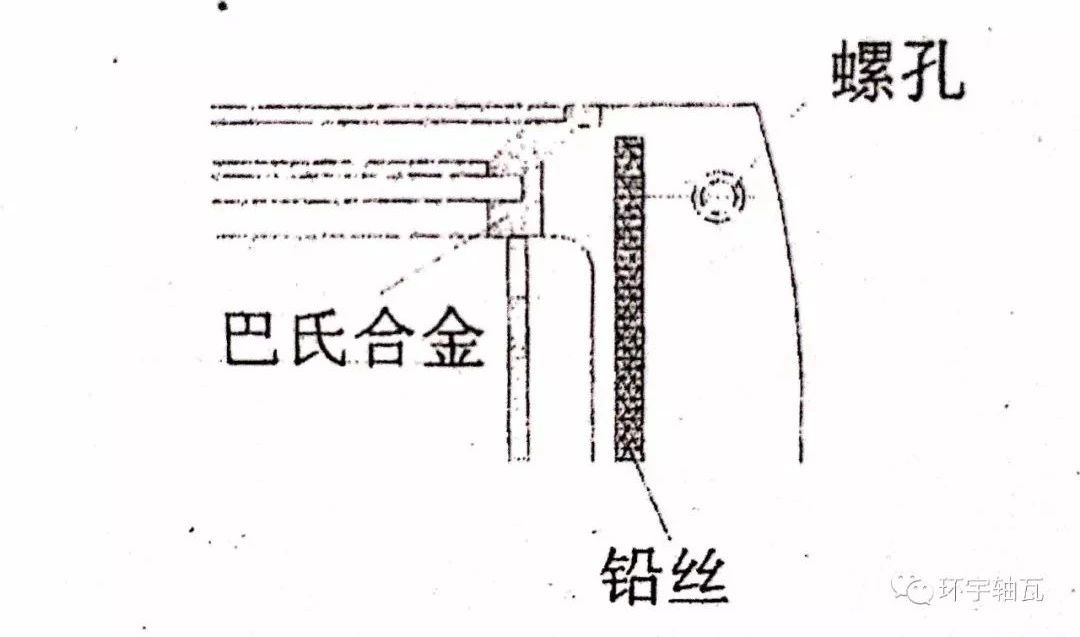
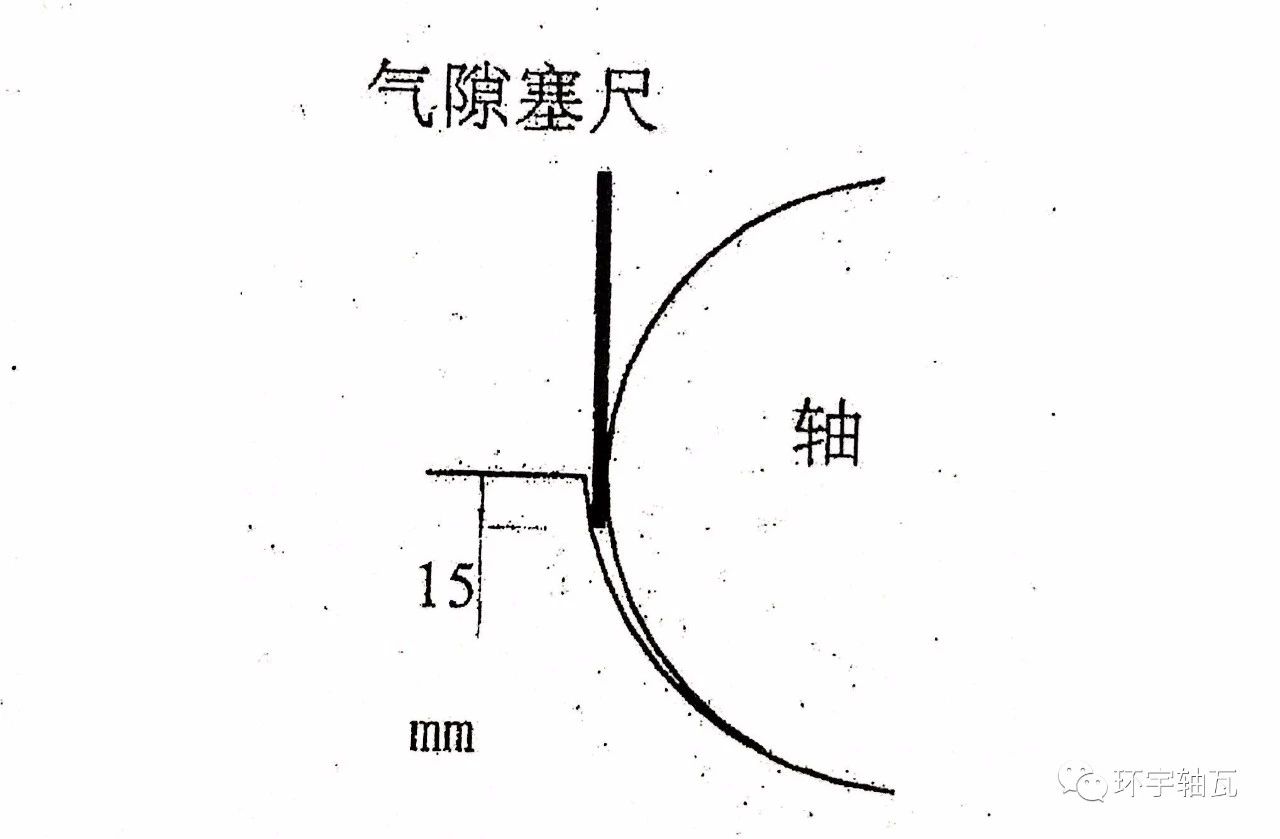
7.3 测图2,A、B间隙时塞尺塞入长度15mm时读出厚度尺寸,见图4。
7.4 上轴瓦同下轴瓦合拢面铅丝应放置在紧固螺栓内侧,但不放在巴氏合金上,见图5。