电机轴瓦刮研技术资料(二)轴瓦刮研
2018年07月21日1 设备与工具材料
行车起重设备、吊索、刮刀、百洁布、角向磨光机、砂纸片磨头、橡皮垫子等。
2 工艺准备
2.1 看清图样、技术说明以及相关工艺文件。
2.2 准备场地,在电机总装前进行。
2.3 检查瓦座与下轴瓦的贴合面的接触面积。
瓦座与下轴瓦贴合面的接触面积过少,在电机运转时,下瓦就会容易产生角偏移,造成电机运转不良。
2.3.1 将轴承瓦座与轴瓦瓦背的贴合面擦干净,贴合面涂上红丹粉。
2.3.2 将下轴瓦吊进轴承座就位,然后二位操作者沿轴瓦径向左右站立,轮番下压轴瓦两端使轴瓦同轴承座接触面相互研磨。
2.3.3 将下轴瓦吊出轴承座,轴瓦翻身中分面向下放于橡皮垫上,查看轴瓦贴合面的接触面积。
若贴合面的接触面积达到70%以上,则视为良好;若未达到接触面积要求,须对轴瓦进行处理。电机在现场安装时,可用角向磨光机对瓦背进行打磨,经多次研磨达到接触要求后,电机方可运转。
2.4 轴承仔细清洗干净。
3 工艺过程
刮削轴瓦应以轴为基础,两者对研后利用刮刀进行刮削,刮削良好的轴瓦,不但能使轴瓦受压均匀,而且还为轴瓦的液体润滑创造了必要的条件。在刮削轴瓦时,不仅要刮出接触点、接触角,还要求轴承顶隙、侧隙达到图纸或文件要求的范围。通常刮削时,先刮出接触点,同时照顾接触角,最后再刮侧隙。
3.1 轴瓦粗刮工艺
轴瓦的粗刮应与轴瓦气隙测量配合进行,轴瓦粗刮主要在下轴瓦的基础弧面上挂出油花,同时挂出轴瓦的导油口。
3.1.1 轴承下轴瓦刮削时,应使下轴瓦在横向保持基本水平。电机在总装预装时,将转子放置于两下瓦上,盘动转子2~3圈,使下轴瓦与轴承座贴合。
3.1.2 将转子平稳吊离坐式轴承。
3.1.3 粗刮轴瓦
下轴瓦内圆的刮削范围,如图1所示。
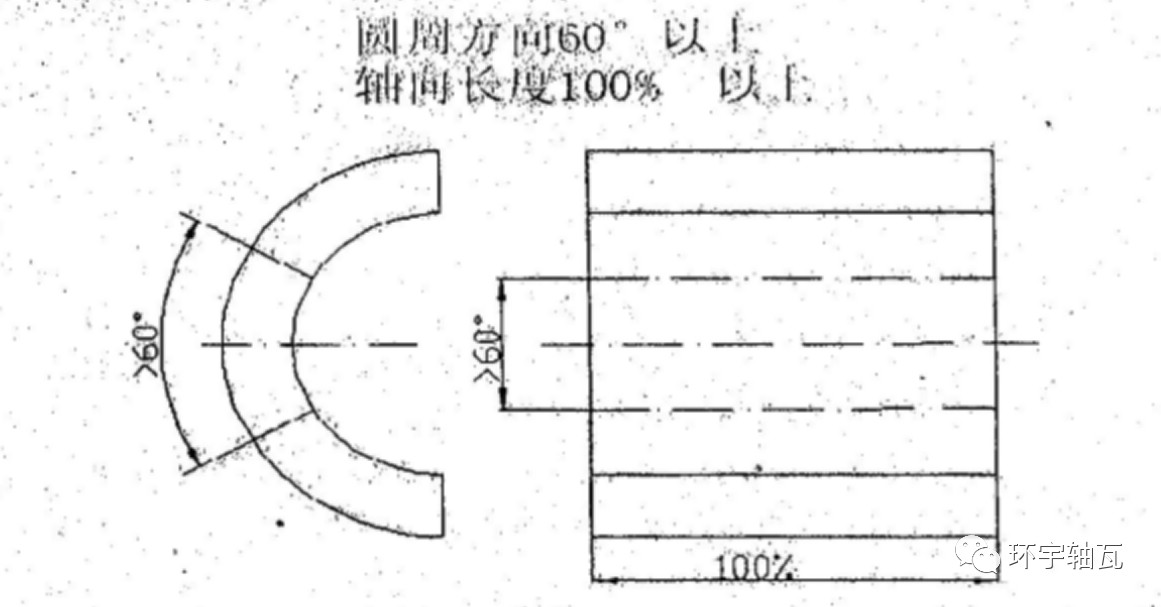
图 1
轴承合金质地较软,刮刀的刀锋不宜过于锋利,刮刀的头部可在砂轮机上磨出一定弧度,避免刀尖划伤瓦面。粗刮时,应采用正前角刮削,刀迹要宽,刀的运动距离为30~40mm,按一定方向依次刮削,每次刮削交叉40°~60°,如图2所示。在粗刮过程中,轴瓦刮削区的基础弧应全部刮到,刮削均匀。

图 2
轴瓦中分面处导油口刮削见图3。用方形宽口刮刀刮削轴瓦导油口,要求坡面同内圆接缝自然、平滑,在与轴接触部位和不接触部位之间,应无明显界限。
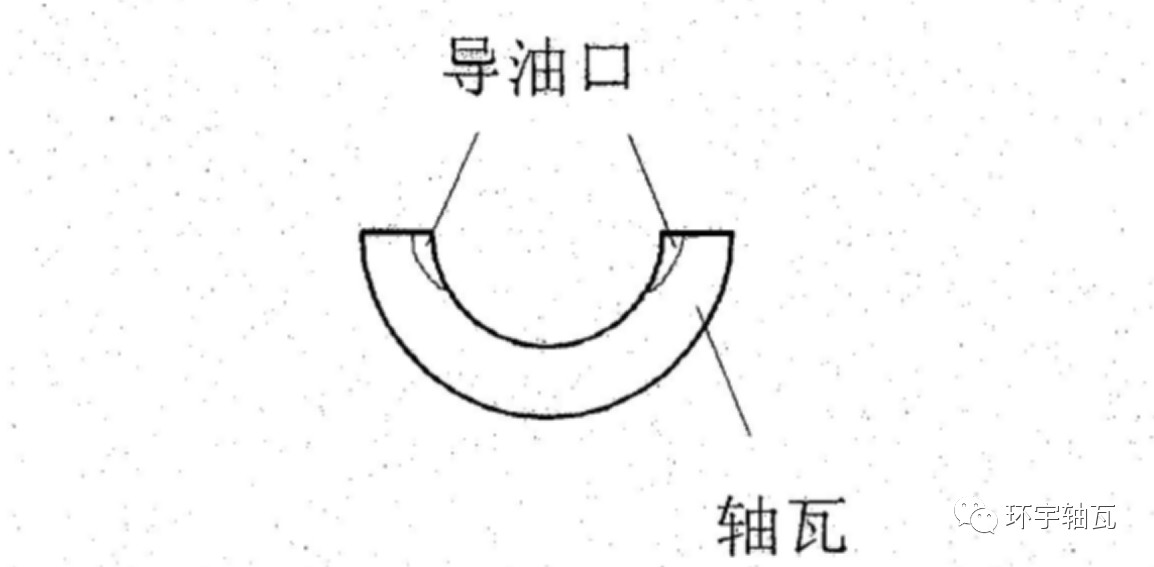
图 3
轴瓦的粗刮,是轴瓦整个刮削工序中的第一步工序,粗刮后的轴瓦,应满足电机试车要求。
3.2 轴瓦精刮工艺
考虑到电机吊运及现场排装等因素,轴瓦精刮在电机安装现场进行。轴瓦经过粗刮后,在刮削范围区内已经有了接触点,但接触点较大,尚需要进行精刮。轴瓦精刮应与轴瓦气隙测量配合进行,在轴瓦精刮结束时,刮出轴瓦侧隙。
3.2.1 轴瓦同轴承座接触面磨削。
3.2.1.1 轴承下轴瓦同轴承座接触面刮削范围见图4.

3.2.1.2 将下轴瓦吊出轴承座,根据磨削范围,在同轴承座接触面处涂红丹粉。
3.2.1.3 将下轴瓦吊进轴承座就位,两端操作员轮番下压轴瓦两端使轴瓦同轴承座研磨。
3.2.1.4 将下轴瓦吊出轴承座,轴瓦翻身中分面向下放于橡皮垫子上,查看光亮点子,用装有砂纸片磨头的角向磨光机打磨光亮点子。
3.2.1.5 用百洁布仔细清理打磨面后再涂红丹粉。
3.2.1.6 下轴瓦吊进轴承座就位,再次研磨轴瓦,然后吊出轴瓦打磨。
3.2.1.7 不断重复上述过程,使轴瓦打磨后光亮点子分布均匀。轴瓦同轴承座接触面的接触面积达到70%以上,则视为良好。
3.2.2 按图1所示刮削范围,对轴承轴瓦进行精刮。
3.2.2.1 下轴瓦内圆表面清理干净,表面涂红丹粉。
3.2.2.2 将电机转子吊放于下轴瓦上,盘动转子,靠转子自重,使转子轴承档与轴瓦研磨充分。
3.2.2.3 吊起转子将轴瓦内圆表面清理干净。查看光亮点子,用刮刀刮削光亮的点子。精刮分三种情况,最亮的点全部刮去,中点在中间刮去一小片,小点不挂。
3.2.2.4 用百洁布清理刮削面,下轴瓦涂红丹粉,吊转子与下轴瓦上,再次盘动转子。
3.2.2.5 吊起转子,再次复查轴瓦上的亮点。经转子研磨后,小点会变大,中点会变成两小点,大点会变成几个小点。经多次刮削和研磨后,轴瓦与轴颈接触部分达到75%的光亮带,或是在25mmX25mm区域内,有3~5个亮点。
3.3 油隙检查
3.3.1 轴承吊放装配平台上,打开上盖和轴瓦后吊入转子。
3.3.2 测轴承油隙。
轴承油隙(滑动轴承径向间隙),径向间隙分为顶间隙和侧间隙。顶间隙可以保持液体摩擦,其数值大小与轴颈、转速、油的粘度有关,一般控制在(1.0~1.5)‰D(单位:mm)。侧间隙的作用是积聚和冷却润滑油,形成油楔,其数值是变化的,越向轴的底部间隙越小,在轴瓦剖分面上,侧间隙约为顶间隙的一半。
轴瓦间隙过大,会引起电机的振动和轴瓦寿命降低,轴瓦间隙过小,会导致烧瓦事故的发生。
4 检查与质量要求
4.1 轴瓦同轴承座接触面应贴合,该值的技术考核,有助于电机运转良好。
4.2 下轴瓦导油口,坡面同内圆接缝处应自然、平滑。
4.3 下轴瓦同所配轴承档接触面打磨后光亮点子分部均匀,轴瓦与轴颈接触部分达到75%的光亮带,或是25mmX25mm区域内,有3~5个亮点。
4.4 轴承油隙、轴承与轴瓦两侧间隙应符合有关规定要求,数据记录应准确,计算要正确。
4.6 检查轴承清洁度。
5 技术和安全注意事项
在操作过程中,须遵守各相应安全操作规程,及时发现并提出质量、技术等问题,解决问题后方可继续进行。
